Είμαστε ο κορυφαίος προμηθευτής του Kiln Girth Gears για τα διάφορα εργοστάσια όπως αναφέρονται παρακάτω.
1Σφουγγάρι Σιδηρούν 50TPD 100TPD 300TPD 350TPD 500TPD 1000TPD
2- Σιμεντοποιεία ανάλογα με τις απαιτήσεις των πελατών
3Μηχανήματα για μεταλλεία φωσφορικών ορυκτών, εργοστάσια αλουμινίου, καολίνη-βεντονίτη
Δυνατότητα κοπής εργαλείων:
1Διάμετρος 100 mm έως 16000 mm
2. Μονάδα 10 έως Μονάδα 70
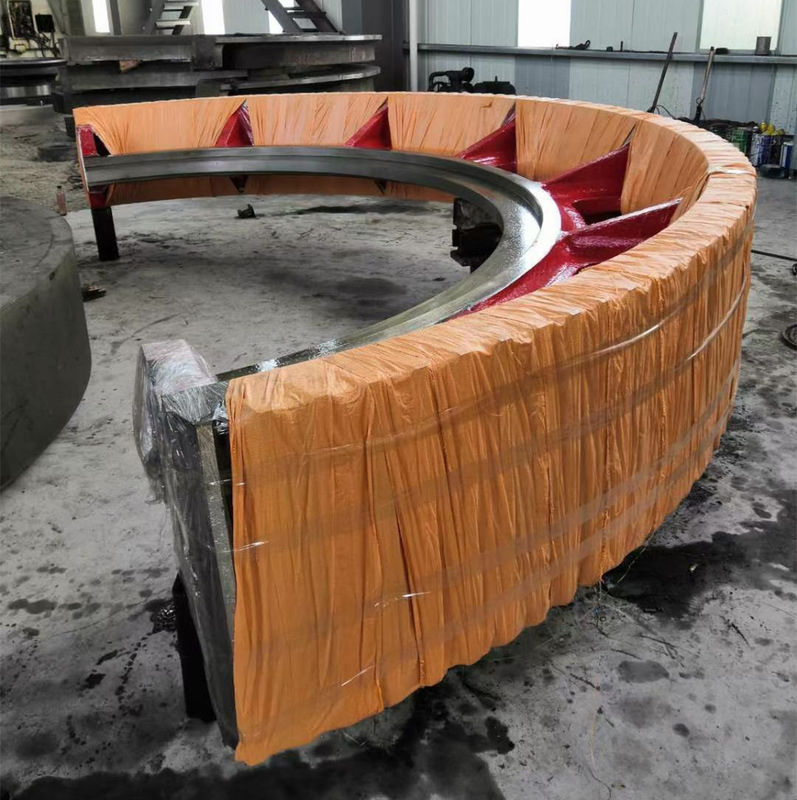
Τα εργαλεία περίμετρου Kiln είναι διαθέσιμα κυρίως σε δύο μέρη, τέσσερα μέρη, 8 μέρη ή πολλαπλά τμήματα ανάλογα με την απαίτηση και την καταλληλότητα με την εφαρμογή των εργαλείων.Στο πεδίο των εξαρτημάτων αλέσεως, Παρέχουμε κεφαλές εργοστασίου, είσοδο τροφοδοσίας, ρολάρα άλεσης, δαχτυλίδι ιπτάσεως τσιμεντένιου κλιβάνου, ράβδους χύτευσης, μπλοκ άξονα. Παρέχουμε επίσης το κέλυφος εργοστασίου δομών συγκόλλησης και κατασκευών.
Έγγραφα διασφάλισης ποιότητας
Οι ακόλουθες εκθέσεις υποβάλλονται στην αρχή διασφάλισης της ποιότητας:
α. Έκθεση χημείας
β. Φυσική έκθεση
γ. Έγγραφα θερμικής επεξεργασίας
Προδιαγραφή για χυτοσυσταθέντα χάλυβα για μαστιγμένες μονάδες
δ. Έκθεση υπερήχων επιθεώρησης (πριν και μετά τις επισκευές)
ε. Έκθεση επιθεώρησης μαγνητικών σωματιδίων (πριν και μετά τις επισκευές)
f. Αναφορά διαστάσεων
Ζ. Χάρτες επισκευής συγκόλλησης
η. Διαδικασίες συγκόλλησης και φάκελος εξειδίκευσης διαδικασίας
i. Πιστοποίηση συγκόλλησης
ι. Πιστοποίηση επιθεωρητή μη καταστροφικών δοκιμών
|
Άρθρο
|
Διαρθρωτικά χαρακτηριστικά
|
Μέτρο επεξεργασίας
|
Περιεχόμενο της δοκιμής
|
|
Τεχνουργήματα περιστροφής
|
(1) GS42CrMo4Alloy Steel (προσωπικά πρότυπα εταιρειών)
HB 220 έως 240
(2) ημιδομημένα, Y-Spoke
(3) Ελικοειδής
(4) εύλογη δομή σφράγισης και ευθυγράμμισης του κραματοποιημένου χάλυβα (προσωπικά πρότυπα εταιρειών) |
(1) Εξωτερική διύλιση χάλυβα (αργονική επεξεργασία και κενό)
(2) ιδιόκτητη τεχνολογία ψεκασμού ψεκασμού ψεκασμού ψεκασμού ψεκασμού ψεκασμού ψεκασμού ψεκασμού
(3) κανονικοποίηση (ιδιοκτησιακή τεχνολογία) για να εξασφαλιστεί η σκληρότητα της επιφάνειας του δοντιού
Μετά.
(4) ακατέργαστο χτύπημα, χρόνος απελευθέρωσης, επισκευή της επιφάνειας της σύνδεσης, στη συνέχεια λεπτό ρολό
(5) ιδιοκτησιακή σπιτική κατσαρόλα
|
(1) Μηχανικές ιδιότητες και χημική σύνθεση (εσωτερικό πρότυπο)
(2) ακατέργαστη μετά από ηχητικές δοκιμές
(3) ημιαπαρασκευή, φινίρισμα μετά από υπερηχητική δοκιμή και μαγνητική επιθεώρηση σωματιδίων
(4) Επιθεώρηση μαγνητικών σωματιδίων στην επιφάνεια του δοντιού, δοκιμή σκληρότητας
(5) Έλεγχος ανοχής των δοντιών
(6) την εργοστασιακή δοκιμή φόρτωσης συναρμολόγησης για τον έλεγχο της ακρίβειας του μεγέθους του εργαλείου |

| - Όχι, όχι, όχι. |
διαδικασία |
Επεξεργασία
μέτρο
|
Επεξεργασία
εξοπλισμός
|
Πρόγραμμα του δοκιμές |
επιθεώρηση εξοπλισμός |
|
1
|
προετοιμαστείτε
|
1Υλικό: υψηλής ποιότητας χυτοχάλυβα
2. Να διαμορφώσει μια εύλογη διαδικασία χύτευσης και να εξασφαλίσει την ποιότητα χύτευσης μέσω προσομοίωσης υπολογιστή της στερεώσεως
3. Να διαμορφώσει μια λογική διαδικασία τήξης για να εξασφαλίσει τη χημική σύνθεση της χύτευσης
4. Να διαμορφώσει μια εύλογη διαδικασία θερμικής επεξεργασίας για να εξασφαλίσει
Ελέγξτε τις μηχανικές ιδιότητες της χύτευσης
|
|
|
|
|
2
|
μοντελοποίηση
|
1. Ελέγχουν αυστηρά την ποιότητα της άμμου τύπου (κεντρικού) και εξασφαλίζουν την αντοχή και τον έλεγχο του νερού
2- Αμμοσφαιρίωση, γυαλιστερότητα επιφάνειας με κλίση, διπλή βούρτσωση
3. Τοποθετήστε το αναβαθμιστικό και το κρύο σίδερο ανάλογα με τις απαιτήσεις της διαδικασίας
4Καθαρίστε και ψήστε όπως απαιτείται.
κοιλότητα
|
άμμος Μείγμα
|
Έλεγχος της ποιότητας της άμμου τύπου (κεντρικού) και της άμμου επιφάνειας
2Ελέγξτε το μέγεθος της κοιλότητας.
Ελέγξτε το χρόνο μαγειρέματος.
|
|
|
3
|
Χύτευση χυτήτων
|
1. Επιλέξτε χαμηλό S.P. χάλυβα, επιλέξτε τα απορρίμματα χάλυβα, βοηθητικά υλικά και κράμα του φούρνου ψήσιμο σύμφωνα με τη διαδικασία
2Σύμφωνα με την ειδική διαδικασία τήξης, κατασκευάζουν χάλυβα.
Τα επικίνδυνα στοιχεία S.P. πληρούν τα πρότυπα εσωτερικού ελέγχου
3Ο τελικός λιωμένος χάλυβας υποβάλλεται σε επεξεργασία με φούσκωση αργονίου στην γλάστρα και αποατμοσφαιρική κυκλοφορία κενού R-H για να γίνει ομοιόμορφη η σύνθεση του λιωμένου χάλυβα, η καταστροφική μείωση του οξυγόνου (H, O),ομοιόμορφη θερμοκρασία, αυξάνει τη ρευστότητα του λιωμένου χάλυβα, ώστε να εξασφαλίζεται η καλή συμπλήρωση υγρού του χύτευσης και να αποφεύγεται η χύτευση από πορώδες και άλλα ελαττώματα
Ελέγξτε αυστηρά τη θερμοκρασία χύτευσης και την ταχύτητα χύτευσης σύμφωνα με τις διατάξεις
|
Φούρνος 50 τ
Εξοπλισμός αποκαύσης με κενό κυκλοφορίας R-h για συσκευή φυσίγματος αργονίου με κουτάλι
|
1Τα υλικά του φούρνου πρέπει να πληρούν τις τεχνολογικές απαιτήσεις
2- Έλεγχος της θερμοκρασίας τροφοδοσίας, της ποσότητας τροφοδοσίας, του καθαρού χρόνου βρασμού, της θερμοκρασίας του χάλυβα
3. The direct reading spectrometer is used to quickly detect the chemical composition in front of the furnace to ensure that the equipment is in the best state during melting and the chemical composition of the finished product meets the requirements during pouring
4. Ελέγξτε τις παραμέτρους της φυσήματος αργονίου και της θεραπείας κενού R-H
5. Ελέγξτε την θερμοκρασία εκκίνησης και
Χρόνος χύσης
|
Φασματογράφος άμεσης ανάγνωσης
Ο φυσικός και χημικός εξοπλισμός
|
|
4
|
Καθαρισμός και θερμική επεξεργασία
|
1Ο χρόνος διατήρησης της εσωτερικής θερμότητας του καλού καλού δεν πρέπει να είναι μικρότερος από τις απαιτήσεις της διαδικασίας.
2Οι ανελκυστήρες πέδησης άμμου, πυροβολισμού, κοπής και χύσης πληρούν τις τεχνολογικές απαιτήσεις.
3. Απαγορεύεται η θερμική επεξεργασία.
Για να εξασφαλιστεί η ομοιότητα της θερμοκρασίας του φούρνου και να βελτιωθεί η αρχική δομή του χύτευσης
|
50 τόνους
Μηχανή πέδησης άμμου και
8.5 × 12m
Φούρνος θερμικής επεξεργασίας
|
1Ελέγξτε το αρχείο θερμοκρασίας του φούρνου.
2Το δείγμα υποβάλλεται σε θερμική επεξεργασία με το χύτεμα στο ίδιο φούρνο και οι μηχανικές ιδιότητες αποστέλλονται αμέσως για έλεγχο.
3Ελέγξτε την ποιότητα της επιφάνειας του κενού.
Ποσότητα, γεωμετρική διάσταση και επιτρεπόμενη επεξεργασία
|
Ο φυσικός και χημικός εξοπλισμός
|
|
5
|
ακατέργαστο Επεξεργασία |
1- Αποθεματικό για την επεξεργασία ακατέργαστης ύλης σύμφωνα με τις τεχνολογικές διατάξεις
Τεχνητή θεραπεία γήρανσης
|
Σημερινό στροφείο
8.5 × 12m
Φούρνος θερμικής επεξεργασίας
|
Δείτε το μέγεθος.
Οπτική επιθεώρηση ελαττωμάτων υπερήχων επιθεώρηση
|
Υπερήχθη
Δοκιμές
|
Οι τεχνικές απαιτήσεις ενός μεγάλου δακτυλίου εργαλείων CITICIC:
1) προεπεξεργάζεται πριν από την εξομάλυνση της επεξεργασίας σκληρύνωσης επιφάνειας, η σκληρότητα θα πρέπει HB210 ~ 250· μηχανικές επιδόσεις είναι η απόλυτη αντοχή Rb 690MPa, αντίσταση απόδοσης Rs 490MPa, επιμήκυνση D5 11%,μείωση της επιφάνειας W 25%, αντοχή κατά την πρόσκρουση Ak 30J, σκληρύνσεις με επαγωγή των δοντιών, σκληρότητα HRC50 ~ 55· αποτελεσματικό βάθος στρώματος σκληρύνσεων 3 ~ 5 mm.
2) συνολική ανίχνευση ελαττωμάτων με υπερήχους, η εσωτερική ποιότητα πρέπει να πληροί δύο απαιτήσεις.η ποιότητα πρέπει να πληροί δύο απαιτήσεις των προτύπων GB/T9444-88.
3) Σημειώστε ότι το χύτεμα δεν είναι στρογγυλοποιημένο R5 ~ R10.
4) Δαχτυλοειδής διάμετρος και στα δύο άκρα και 1 45β.5) από δύο και μισό δαχτυλίδια, πλάτος των δοντιών κάθε δακτυλικού συνδετήρα κατά μήκος της άκρης ενός ολόκληρου δακτυλίου που είναι κατασκευασμένος με βίδες υψηλής αντοχής,σε συνδυασμό με την επιφάνεια του δοντιού πρέπει να είναι στο κάτω κέντρο.
2 διαδικασία κατασκευής μεγάλων δακτυλικών εργαλείων
2.1 από ακατέργαστο
Χάλυβα χύτευση κενό παρέχεται από CITIC Heavy Machinery Co., Ltd. βαρύ σφυρηλατηρίου εργοστάσιο, που λειτουργεί με GB11352-89 πρότυπο καθορίζει τις απαιτήσεις για την μοντελοποίηση σύμφωνα με τη διαδικασία χύτευσης, τήξης,ράψιμοΚατά την επιθεώρηση και την αποδοχή των σχεδίων και των τεχνικών απαιτήσεων για το χάλυβα κενό
Έλεγχοι σύμφωνα με τα πρότυπα JB/T6402-92 που εκδίδονται μετά την αποδοχή
Επεξεργασία.
2.2 ακατέργαστη
Διασταυρώνεται με το σχεδιασμό και τη διατήρηση του επιδόματος, ευθυγράμμιση, σύνδεση, επεξεργασία τόσο στο εσωτερικό όσο και στο εξωτερικό του κύκλου, συνδυάζοντας τη φρέσκιση, τη γεώτρηση και άλλες διαδικασίες.
2.3 Τραυματισμός από έρευνα
Συνολική ανίχνευση ελαττωμάτων με υπερήχους, εσωτερική ποιότητα θα πρέπει να πληροί τις δύο απαιτήσεις των προτύπων GB7233-87.
2.4 εξομάλυνση της προεπεξεργασίας
Οι ζευγάρια ημιχάλκινων μηχανισμών, που κανονικοποιούν και θερμαίνουν, παρέχουν μια καλή οργάνωση για την επακόλουθη σκληρύνωση της επιφάνειας.
2.5 Επεξεργασία
Το πρώτο δυόμισι δαχτυλίδι είναι κατασκευασμένο με υψηλής αντοχής βίδες που συνδέουν το δαχτυλίδι ως σύνολο, η συνολική διαδικασία με το σχεδιασμό ενός κύκλου Quannei Wai δόντια και το πάνω και το κάτω άκρο,και στη συνέχεια σχεδίαση και μηχανική επεξεργασία απαιτήσεις της διαδικασίας άλεσης.
2.6 Εξάλειψη της πίεσης επεξεργασίας
Ο συνολικός δακτύλιος αναψύχθηκε για να εξαλείψει το στρες.
2.7 συνολική σκληρότητα της επιφάνειας δαχτυλιδιών
IF κατά μήκος της επιφάνειας των αλβεολικών δοντιών, σκληρότητα HRC50 ~ 55, αποτελεσματικό βάθος στρώματος σκληρότητας 3 ~ 5 mm.
2.8 Τελική επιθεώρηση
Πρώτον, η συχνότητα ανίχνευσης σβήσιμο, η σκληρότητα μετά την ανάνηψη δαχτυλίδι εργαλεία cogging πληροί τις απαιτήσεις των σχεδίων, δεύτερον,για την ανίχνευση εάν η μέγιστη εξωτερική διάμετρο μεγαλύτερο μέγεθος D6944 ως η παραμόρφωση 3mm, η μηχανική διόρθωση που απαιτείται μέχρι την ειδικότητα; Τρίτον, η μαγνητική επιθεώρηση σωματιδίων δοντιών και φιλέτων, η ποιότητα πρέπει να πληροί δύο απαιτήσεις απαιτήσεις του προτύπου GB/T9444-88;σύμφωνα με τα σχέδια και τις τεχνικές απαιτήσεις για την τελική επιθεώρηση.
Υπηρεσίες μας
Η CITIC Heavy Industries είναι ο συνεργάτης σου στην αγορά.
Η CITICICIC είναι σε θέση να παρέχει:
1ΕΙΔΗΜΑΤΙΚΑ ΕΡΓΑΜΑΤΙΚΑ - Σχεδιασμός και κατασκευή
2. ΣΤΗΜΑΤΙΚΑ ΚΑΙ ΤΗΣ ΤΑΣΤΕΡΑΣ ΤΗΣ ΤΑΣΤΑΣ
3. ΤΟΥΣ ΤΟΥΣ ΤΗΣ ΜΑΣΙΝΟΥΣ ΤΗΣ ΜΑΣΙΝΟΥΣ
4. Προγράμματα κατάρτισης
5Προγραμμάτια Προληπτικής Συντήρησης
6Υπηρεσίες προληπτικής συντήρησης
7ΠΡΟΓΡΑΜΜΑΤΙΚΑ ΠΟΛΛΙΤΙΚΗΣ Διατήρησης
Οι μηχανικοί εξυπηρέτησης πεδίου της CITIC είναι ειδικά εκπαιδευμένοι στα προϊόντα της ομάδας μάρκας CITIC, αλλά είναι ικανοί να αναλάβουν την εξυπηρέτηση άλλων μάρκων OEM.
Οι τεχνικοί μας είναι εξοπλισμένοι με τον πιο προηγμένο τεχνολογικό διαγνωστικό εξοπλισμό που υπάρχει για να πυροβολήσουν τα προβλήματα του εξοπλισμού σας για να βελτιστοποιήσουν την απόδοση και να ελαχιστοποιήσουν τον χρόνο στάσης.
Η CITICIC έχει επίσης εκτεταμένη ικανότητα στην παροχή όλων των αναλώσιμων και ηλεκτρικών/μηχανικών ανταλλακτικών που χρειάζεστε.
Γενικές ερωτήσεις
Έλεγχος ποιότητας
Κέντρο φυσικής και χημικής ταυτοποίησης
Η CITICIC κατέχει ένα επαγγελματικό ινστιτούτο δοκιμών και μετρολογίας που παρέχει προηγμένες μεθόδους δοκιμών, όπως μη καταστροφικές
δοκιμές, βιομηχανική χημική ανάλυση, μεταλλωγραφικές δοκιμές και αναλύσεις, μηχανικές δοκιμές, προετοιμασία δειγμάτων, μέτρο/μήκος
Το Ινστιτούτο Μετρολογίας μας έχει αναλάβει ηγετικό ρόλο στην Κίνα.
Η CITICIC διαθέτει σχεδόν 200 είδη προηγμένου εξοπλισμού δοκιμών.Εννέα διαφορετικά πρότυπα μέτρησης και σχεδόν είκοσι είδη εξοπλισμού δοκιμών παγκόσμιας κλάσης που έχουν εισαχθεί από διεθνή μέρη όπως η Γερμανία, Ιαπωνία, ΗΠΑ,
Βρετανία και Βέλγιο.

 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!