COem που σφυρηλατεί το μεγάλο κραμάτων χάλυβα ενιαίο διπλό δαχτυλίδι εργαλείων περιμέτρου ψαροκόκκαλων ελικοειδές με CNC Mahining
Μπορούμε να παραγάγουμε τα μεγάλα εργαλεία σφυρηλατημένων κομματιών, ρίψεων και συγκόλλησης σύμφωνα με τα σχέδια του πελάτη. Σύμφωνα με τις συνθήκες εργασίας και
αίτημα των πελατών, μπορούμε επίσης να κάνουμε τη λείανση εργαλείων, τη σκλήρυνση επιφάνειας, που τσιμεντάρονται και την απόσβεση, την εναζώτωση και την απόσβεση, κ.λπ.
|
Υλικό
|
Χάλυβας άνθρακα, χάλυβας κραμάτων
|
|
Πρότυπα
|
ASTM DIN. EN GOST JIS Κ.ΛΠ.
|
|
Δομή
|
Σφυρηλάτηση, ρίψη και ένωση
|
|
Ενότητα του εργαλείου
|
8-120
|
|
Λείανση εργαλείων
|
ΑΝΩΤΑΤΗ ενότητα 24
|
|
Διάμετρος της ρόδας εργαλείων:
|
ΑΝΩΤΑΤΑ 13 000 χιλ.
|
|
Διάμετρος του σπειροειδούς εργαλείου:
|
ΜΕΓΙΣΤΑ 2 200 χιλ.
|
|
Μήκος του άξονα εργαλείων:
|
ΑΝΩΤΑΤΑ 5 000 χιλ.
|
|
Υπηρεσία cOem προσφερθείσα
|
Σύμφωνα με τα σχέδια πελατών
|
|
Εργαλείο τμημάτων προσφερθε'ν:
|
Σύμφωνα με τα αιτήματα πελατών
|
|
Θερμική επεξεργασία
|
Σκλήρυνση περίπτωσης του Q & Τ
|
|
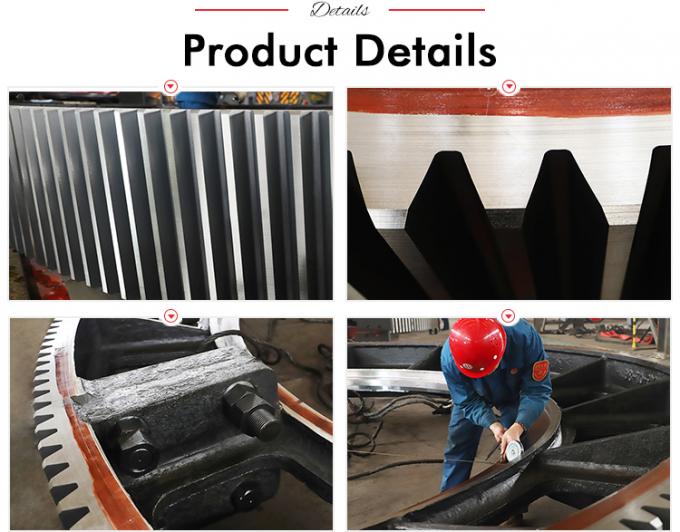
Παρέχουμε τα εργαλεία περιμέτρου σε τρία διαφορετικά σχέδια
1. Κατασκευασμένος χάλυβας
- σφυρηλατημένο δαχτυλίδι
- κυλημένο πιάτο
Χυτοχάλυβας
Όλκιμος (κονδυλώδης) χυτοσίδηρος
Τα κατασκευασμένα εργαλεία έγιναν πιό κοινά στον προηγούμενο και κατασκευάζονται με τα σφυρηλατημένα υλικά πλαισίων εργαλείων χάλυβα και την ηλεκτρο ενωμένη στενά δομή σωμάτων. Τα δαχτυλίδια κατασκευάζονται από ολόκληρο έναν φραγμό του υψηλού χάλυβα κραμάτων αντίστασης. Μετά από την τραχιά κατεργασία του δαχτυλιδιού, πραγματοποιούμε τη σκληραίνοντας και μετριάζοντας θερμική επεξεργασία προκειμένου να βελτιωθεί το μηχανικό χαρακτηριστικό και επομένως η σχετική απόδοσή της.
Avantages των κατασκευασμένων εργαλείων περιμέτρου
1. Η σφυρηλατημένη υλική δομή αποκλείει τον κίνδυνο συνυπολογισμών
2. Οι ατέλειες δομών όπως τις τρύπες αερίου, τη διακένωση μικροϋπολογιστών, τις τρύπες καρφιτσών, τα καυτά δάκρυα, τους συνυπολογισμούς άμμου και σκουριάς αποφεύγονται
3. Ως εκ τούτου, η συγκόλληση επισκευής της δομής σωμάτων και π.χ. η λείανση των οδοντωτών περιοχών δεν απαιτούνται.
4. Η κατασκευασμένη διαδικασία κατασκευής αποκλείει την ανάγκη για τα σχέδια και τις μετώπες
5. Το υλικό πλαισίων έχουν την υψηλότερη σκληρότητα και η υψηλότερη δύναμη από το υλικό που χρησιμοποιείται για την ελλοχεύουσα δομή (δηλ. Ιστός, gussets)
Χαρακτηριστικά γνωρίσματα
1. Εξωτερικά δόντια
Μέγιστη διάμετρος: 16000 χιλ.
Οδοντωτό πλάτος προσώπου: 1700 χιλ.
Μέγιστη ενότητα: 45 από hob
Μέγιστη ενότητα: κόπτης λήξης 65 εργαλείων
2. Εσωτερικά δόντια
Μέγιστη διάμετρος: 6500 χιλ.
Μέγιστη ενότητα: 25.4
Οδοντωτό πλάτος προσώπου: 400 χιλ.
Σφυρηλατώντας υλική διαδικασία
Σφυρηλατημένο κομμάτι
Τελικό κύλισμα
Ψύξη φούρνων
Έλεγχος στην παραγωγή
Απόσβεση νερού
Δοκιμή σκληρότητας
Τραχιά κατεργασία
Υπερηχητική δοκιμή και διαστατική επιθεώρηση
Τελική πιστοποίηση επιθεώρησης
Πρότυπα/πιστοποιητικά
UNI Ο EN ISO
AWS
ASTM
ASME
DIN
Εφαρμογές
Τα εργαλεία περιμέτρου μας εφαρμόζονται στο τσιμέντο και τις βιομηχανίες μεταλλευμάτων:
Διάφοροι τύποι οριζόντιων μύλων
Περιστροφικοί στεγνωτήρες
Περιστροφικοί κλίβανοι
Οποιαδήποτε άλληδήποτε μεγάλη εφαρμογή δαχτυλιδιών εργαλείων
Προδιαγραφή για τις ρίψεις χάλυβα για τη λείανση των μύλων
Δ. υπερηχητική έκθεση επιθεώρησης (πριν και μετά από τις επισκευές)
ε. μαγνητική έκθεση επιθεώρησης μορίων (πριν και μετά από τις επισκευές)
φ. διαστατική έκθεση
γ. χάρτες επισκευής συγκόλλησης
χ. διαδικασίες συγκόλλησης και αρχείο προσόντων διαδικασίας
Ι. προσόντα οξυγονοκολλητών
j. μη καταστρεπτικά εξεταστικά προσόντα επιθεωρητών
|
Στοιχείο
|
Δομικά χαρακτηριστικά γνωρίσματα
|
Μέτρο επεξεργασίας
|
Περιεχόμενο δοκιμής
|
|
Εργαλείο περιμέτρου
|
(1) χάλυβας GS42CrMo4Alloy (εταιρικά ιδιόκτητα πρότυπα)
HB 220~240
(2) ημι-δομημένος, Υ-ακτίνα
(3) ελικοειδής
(4) λογική δομή σφράγισης και ευθυγράμμισης του χάλυβα κραμάτων (εταιρικά ιδιόκτητα πρότυπα)
|
(1) εξωτερικός καθαρισμός χάλυβα (αργό RH και κενή επεξεργασία)
(2) ιδιόκτητη κρύα τεχνολογία άμμου ένωσης φορμών για να εξασφαλίσει τη ρίψη, τα δόντια πυκνά
(3) ομαλοποιώντας (ιδιόκτητη τεχνολογία) για να εξασφαλίσει ότι η σκληρότητα επιφάνειας δοντιών
Κατόπιν
(4) η τραχιά διεύρυνση με φρέζα, χρόνος απελευθέρωσης, επισκευάζει την κοινή επιφάνεια, κατόπιν λεπτός ρόλος
(5) ιδιόκτητη σπιτική hob λεπτή διεύρυνση με φρέζα
|
μηχανικές ιδιότητες ρίψεων (1) και χημική σύνθεση (εσωτερικά πρότυπα)
(2) χοντροδούλεμα μετά από την ηχιτική δοκιμή
(3) ημι-τελειώνοντας, τελειώνοντας μετά από την υπερηχητική δοκιμή και τη μαγνητική επιθεώρηση μορίων
(4) μαγνητική επιθεώρηση μορίων επιφάνειας δοντιών, δοκιμή σκληρότητας
(5) έλεγχος ανοχής δοντιών
(6) η δοκιμή φορτίων συνελεύσεων εργοστασίων για να ελέγξει την ακρίβεια του μεγέθους του εργαλείου
|

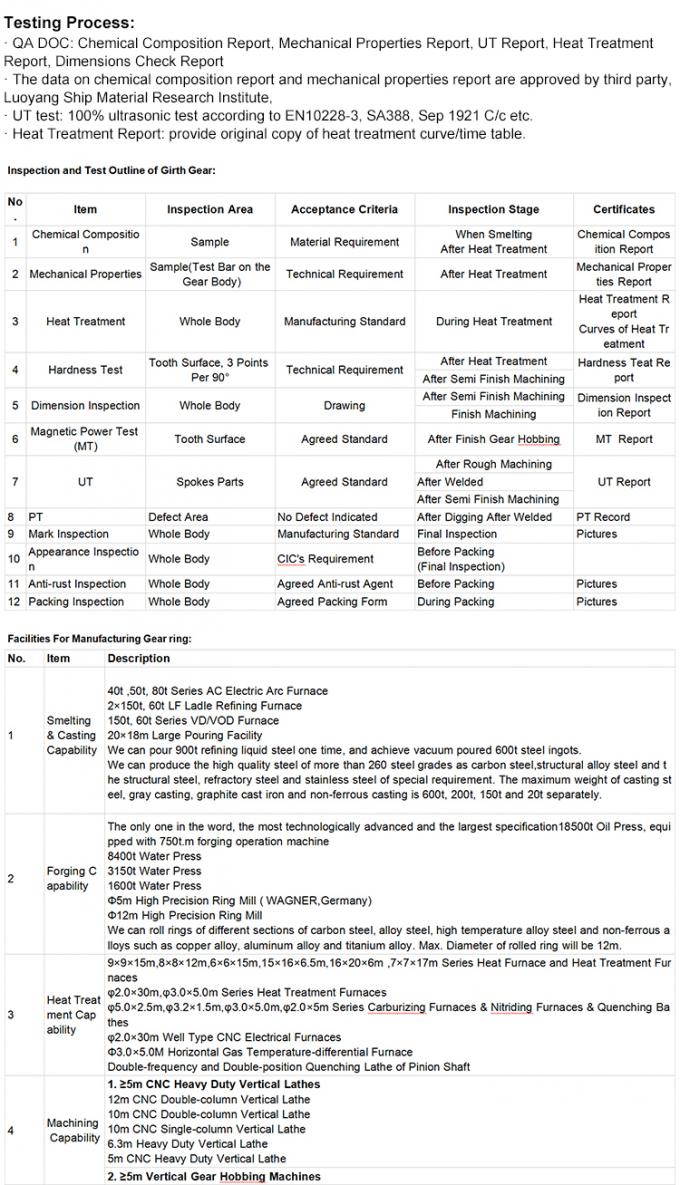
Οι τεχνικές απαιτήσεις ενός μεγάλου εργαλείου CITICIC χτυπούν:
1) επεξεργάζεται εκ των προτέρων πρίν ομαλοποιεί τη σκληραίνοντας επεξεργασία επιφάνειας, η σκληρότητα εάν HB210 ~ 250 η μηχανική απόδοση είναι τελευταίο Rb 690MPa, πίεση παραγωγής Rs 490MPa, επιμήκυνση D5 11%, μείωση δύναμης της περιοχής W 25%, ανθεκτικότητα Ak 30J αντίκτυπου η επαγωγή δοντιών σκλήρυνε, σκληρότητα HRC50 ~ 55 αποτελεσματικό βάθος 3 ~ 5mm στρώματος.
2) η γενική υπερηχητική ανίχνευση ρωγμών, εσωτερική ποιότητα πρέπει να καλύψει δύο τυποποιημένες απαιτήσεις απαιτήσεων GB7233-87 η μαγνητική επιθεώρηση μορίων δοντιών και λωρίδων, ποιότητα πρέπει να ανταποκριθεί σε δύο πρότυπα απαιτήσεων GB/T9444-88.
3) Σημειώστε ότι η ρίψη δεν είναι στρογγυλευμένο R5 ~ R10.
4) Chamfer δοντιών και σε άκρες και σε 1 45b.5) από δύο και ένα μισό πλάτος δοντιών εργαλείων δαχτυλιδιών από κάθε σύζευξη δαχτυλιδιών κατά μήκος της άκρης ολόκληρου ενός δαχτυλιδιού που γίνεται με τα υψηλής αντοχής μπουλόνια, που συνδυάζεται με την επιφάνεια δοντιών πρέπει να είναι στο κατώτατο κέντρο.
μεγάλη διαδικασία παραγωγής εργαλείων δαχτυλιδιών 2
2.1 τραχιού
Το κενό ρίψεων χάλυβα παρέχεται από CITIC τη βαριά Co. μηχανημάτων, ΕΠΕ βαριές εγκαταστάσεις σφυρηλατημένων κομματιών, το τρέξιμο από GB11352-89 τα πρότυπα διευκρινίζει τις απαιτήσεις για σύμφωνα με τη διαδικασία ρίψης, οσμηρός, ρίψη, κιβώτια χτυπήματος, καθαρισμός, που ντύνει τις ρίψεις. Κατά τη διάρκεια της επιθεώρησης και της αποδοχής από τα σχέδια και των τεχνικών απαιτήσεων για το κενό χάλυβα
Έλεγχοι, που χορηγούν τα πρότυπα JB/T6402-92 που εκδίδονται μετά από την αποδοχή
Κάτω από τη διαδικασία.
2.2 χοντροδούλεμα
Διασχισμένος από το επίδομα σχεδιασμού και παραμονής έξω, ευθυγράμμιση, σύνδεση, που επεξεργάζεται και μέσα και έξω από τον κύκλο, που συνδυάζει την άλεση προσώπου, τη διάτρηση και άλλες διαδικασίες.
2.3 τραυματισμός εξερεύνησης
Η γενική υπερηχητική ανίχνευση ρωγμών, εσωτερική ποιότητα πρέπει να καλύψει τις δύο απαιτήσεις των προτύπων GB7233-87.
2.4 ομαλοποίηση της προεπεξεργασίας
Τα ζευγάρια ημι-δαχτυλιδιών που ομαλοποιούν και που μετριάζουν την επεξεργασία, παρέχουν μια καλή οργάνωση για την επόμενη σκλήρυνση επιφάνειας παραμόρφωση σχεδίων Τύπου της μισής επιθεώρησης εργαλείων δαχτυλιδιών μετά από τη θερμική επεξεργασία.
2.5 κατεργασία
Πρώτα δύο και ένα μισό δαχτυλίδι γίνονται με τα υψηλής αντοχής μπουλόνια που συνδέουν το δαχτυλίδι συνολικά, η γενική διαδικασία με το σχεδιασμό ένα των δοντιών Quannei Wai κύκλων και του ανώτερου και χαμηλότερου ορίου, και σύροντας έπειτα και την κατεργασία των απαιτήσεων διαδικασίας άλεσης.
2.6 αποβολή της πίεσης επεξεργασίας
Το δαχτυλίδι που ανοπτείται γενικό για να αποβάλει την πίεση.
2.7 γενική σκλήρυνση επιφάνειας δαχτυλιδιών
ΕΑΝ κατά μήκος της φατνιακής επαγωγής επιφάνειας δοντιών που σκληραίνει, σκληρότητα HRC50 ~ 55, αποτελεσματικό βάθος 3 ~ 5mm στρώματος.
2.8 τελική επιθεώρηση
Κατ' αρχάς, η απόσβεση συχνότητας ανίχνευσης, η σκληρότητα μετά από να μετριάσει το δόντι εργαλείων δαχτυλιδιών καλύπτει τις απαιτήσεις των σχεδίων αφετέρου, για να ανιχνεύσει εάν το μέγιστο εξωτερικό μεγαλύτερο μέγεθος D6944 διαμέτρων ως παραμόρφωση 3mm, η μηχανική διόρθωση απαίτησε μέχρι κατάλληλος Τρίτον, η μαγνητική επιθεώρηση μορίων δοντιών και λωρίδων, ποιότητα πρέπει να καλύψει δύο τυποποιημένες απαιτήσεις απαιτήσεων GB/T9444-88 Τέλος, σύμφωνα με τα σχέδια και τις τεχνικές απαιτήσεις για την τελική επιθεώρηση.
| Αριθ. |
διαδικασία |
επεξεργασία
μέτρο
|
επεξεργασία
εξοπλισμός
|
πρόγραμμα των δοκιμών |
εξοπλισμός επιθεώρησης |
|
1
|
προετοιμαστείτε
|
1. Υλικό: υψηλός - ποιοτικά χυτοχάλυβας
2. Διατυπώστε τη λογική διαδικασία ρίψης και εξασφαλίστε ποιότητα ρίψης με τη βοήθεια της προσομοίωσης υπολογιστών της στερεοποίησης
3. Διατυπώστε τη λογική διαδικασία οσμηρών για να εξασφαλίσετε τη χημική σύνθεση της ρίψης
4. Διατυπώστε τη λογική διαδικασία θερμικής επεξεργασίας που εξασφαλίζει
Ελέγξτε τις μηχανικές ιδιότητες της ρίψης
|
|
|
|
|
2
|
διαμόρφωση
|
1. Αυστηρά ελέγξτε την ποιότητα της άμμου τύπων (πυρήνας), εξασφαλίστε τη δύναμη και τον έλεγχο του νερού
2. Tamping άμμου, έκλινε τη στίλβωση επιφάνειας, βούρτσα χρωμάτων δύο φορές
3. Τοποθετήστε τη χύνοντας μετώπη και τον κρύο σίδηρο σύμφωνα με τις απαιτήσεις διαδικασίας
4. Καθαρίστε και ψήστε όπως απαιτείται
κοιλότητα
|
αναμίκτης άμμου
|
Ελέγξτε την ποιότητα της άμμου τύπων (πυρήνας) και της άμμου επιφάνειας
2. Ελέγξτε το μέγεθος κοιλοτήτων
Ελέγξτε το χρόνο ψησίματος
|
|
|
3
|
Ρίψη τήξης
|
1. Επιλέξτε το χαμηλό ακατέργαστο χυτοσίδηρο S.P, τον επίλεκτο χάλυβα απορρίματος, τα βοηθητικά υλικά και το κράμα του φούρνου ψησίματος σύμφωνα με τη διαδικασία
2. Σύμφωνα με τον ειδικό οσμηρό διαδικασίας, κάνετε το χάλυβα
S.P τα επικίνδυνα στοιχεία ανταποκρίνονται στα πρότυπα εσωτερικού ελέγχου
3. Ο τελειωμένος λειωμένος χάλυβας αντιμετωπίζεται με το αργό που φυσά στην κενή εξαέρωση κυκλοφορίας κουταλών και RH για να κάνει τη λειωμένη σύνθεση χάλυβα την ομοιόμορφη, επιβλαβή μείωση οξυγόνου (Χ, Ο), ομοιόμορφη θερμοκρασία, να αυξήσει τη ρευστότητα του λειωμένου χάλυβα, ώστε να εξασφαλιστεί καλό υγρό ξαναγέμισμα της ρίψης και να αποτρέψει τη ρίψη από το πορώδες και άλλες ατέλειες
Αυστηρά θερμοκρασία ρίψης ελέγχου και ταχύτητα ρίψης σύμφωνα με τις παροχές
|
φούρνος 50 τ
Κενός εξοπλισμός εξαέρωσης κυκλοφορίας RH για τη φυσώντας συσκευή αργού κουταλών
|
1. Τα υλικά φούρνων πρέπει να καλύψουν τις τεχνολογικές απαιτήσεις
2. Θερμοκρασία σίτισης ελέγχου, ποσότητα σίτισης, καθαρός να βράσει χρόνος, θερμοκρασία χάλυβα
3. Το άμεσο φασματόμετρο ανάγνωσης χρησιμοποιείται για να ανιχνεύσει γρήγορα τη χημική σύνθεση μπροστά από το φούρνο για να εξασφαλίσει ότι ο εξοπλισμός είναι στο καλύτερο κράτος κατά τη διάρκεια της τήξης και η χημική σύνθεση του ολοκληρωμένου προϊόντος καλύπτει τις απαιτήσεις κατά τη διάρκεια της έκχυσης
4. Ελέγξτε τις παραμέτρους του φυσήγματος αργού και της κενής επεξεργασίας RH
5. Ελέγξτε την αρχική θερμοκρασία και
Χρόνος έκχυσης
|
Άμεσο φασματόμετρο ανάγνωσης
Ο φυσικός και χημικός εξοπλισμός
|
|
4
|
Καθαρισμός και θερμική επεξεργασία
|
1. Ο εσωτερικός χρόνος συντήρησης θερμότητας της φόρμας ρίψεων δεν θα είναι λιγότερο από τις απαιτήσεις διαδικασίας
2. Οι μετώπες πτώσης άμμου, ανατίναξης πυροβολισμών, κοπής και έκχυσης καλύπτουν τις τεχνολογικές απαιτήσεις
3. Αυστηρά πραγματοποιήστε την κενή θερμική επεξεργασία
Για να εξασφαλίσει την ομοιομορφία της θερμοκρασίας φούρνων και να καθαρίσει την αρχική δομή της ρίψης
|
50t
Αδρανής μειωμένη μηχανή άμμου και
8.5 ×12m
Φούρνος θερμικής επεξεργασίας
|
1. Ελέγξτε το αρχείο θερμοκρασίας φούρνων
2. Το δείγμα είναι υποβαλλόμενο σε θερμοθεραπεία με τη ρίψη στον ίδιο φούρνο, και οι μηχανικές ιδιότητες στέλνονται για να ελεγχθούν αμέσως
3. Ελέγξτε την ποιότητα επιφάνειας του κενού
Ποσότητα, γεωμετρική διάσταση και κατεργασία του επιδόματος
|
Ο φυσικός και χημικός εξοπλισμός
|
|
5
|
τραχιά κατεργασία |
1. Επίδομα επιφύλαξης για την τραχιά κατεργασία σύμφωνα με τις τεχνολογικές παροχές
Τεχνητή επεξεργασία γήρανσης
|
Κάθετος τόρνος
8.5 ×12m
Φούρνος θερμικής επεξεργασίας
|
Ελέγξτε το μέγεθος
Οπτική επιθεώρηση για την υπερηχητική επιθεώρηση ατελειών
|
Υπερηχητικός
Δοκιμή
|

 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!